












Rauheit von diamantgedrehten, parabolischen Off-Axis-Spiegeln

Das Einzelpunkt-Diamantdrehen ist ein Fertigungsverfahren zur Herstellung von Off-Axis-Parabolspiegeln (OAPs) und elliptischen Spiegeln (OAEs) sowie von anderen optischen Präzisionsmetallkomponenten. Zwar soll mit jedem optischen Produktionsverfahren eine ideale Oberfläche erstellt werden, die dem theoretischen Oberflächenprofil entspricht, jedoch gibt es beim Diamantdrehen wie bei anderen Fertigungsverfahren auch Fertigungsfehler, die eine ideale Oberfläche verhindern. Diese Oberflächenfehler können in der Regel nach ihrem Frequenzanteil klassifiziert werden, bspw. als geringe, mittlere oder hohe Ortsfrequenzfehler.
Ortsfrequenzfehler
Geringfügige Ortsfrequenzfehler lassen sich durch Oberflächenform, Unregelmäßigkeiten und Zernike-Polynome beschreiben. Sie führen zu einer Verformung der einfallenden Welle und zur Bildung einer Wellenfront in Abhängigkeit von dem Optikprofil. Mittlere Ortsfrequenzfehler (Welligkeit) werden in der Regel durch ein Werkzeug verursacht, mit dem Material einer Oberfläche entfernt oder bearbeitet wird. Mittlere Ortsfrequenzfehler treten periodisch in etwa dem gleichen Abstand auf, mit dem der Vorschub des Bearbeitungswerkzeuges erfolgte und können die Bildqualität stark beeinträchtigen.
Hohe Ortsfrequenzfehler werden oft als Rauheit bezeichnet und in Angström (RMS) gemessen. Sie führen dazu, dass Licht unbeabsichtigt gestreut wird. Je größer der Fehler, umso größer der potenzielle Streuwinkel. Diese Form der Streuung ist wellenlängenabhängig, die Streuwinkel sind umso größer, je niedriger die Wellenlänge des einfallenden Lichtes ist.
Bei der Metallbearbeitung wird die Rauheit oft als "Glanz" eines Teils bezeichnet. Die Oberfläche rauer Teile erscheint in der Regel unscharf oder verschwommen; wenn ein Teil besonders rau ist, wird ein großer Anteil des Lichts vom eigentlichen Ziel abgelenkt. Wenn eine raue Oberfläche als fokussierendes optisches Element verwendet wird, kommt es zu einer Gesamtverschlechterung der MTF eines Bildes. Raue Oberflächen können sogar dazu führen, dass der Gesamtdurchsatz sinkt.
Diamantdrehen
Diamantgedrehte optische Komponenten werden anders poliert als traditionell gefertigte optische Komponenten. Diamantdrehen ist ein Herstellungsverfahren, mit dem sich spezifische, nicht-sphärische Glas- und Metallflächen präzise herstellen lassen. Nachteil ist die möglicherweise hohe Oberflächenrauheit. Wenn bei der Fertigung und beim Diamantdrehen nicht sorgfältig gearbeitet wird, kann die Oberflächenrauheit bei hunderten Angström (Å) liegen. Weil die Streuung bei hohen Frequenzen wellenlängenabhängig ist, kann eine Rauheit von einigen hundert Angström dazu führen, dass die Komponente zwar für Anwendungen im sichtbaren Spektrum nicht geeignet ist, aber im Infrarotspektrum (IR) weniger oder kein Streulicht erzeugt. Wenn Optiken sorgfältig gefertigt und diamantgedreht werden, lassen sich Oberflächenrauheiten unter 100 Å erreichen. Bei niedrigerer Rauheit der Oberfläche ergibt sich für die Optik ein geringerer Streulichtanteil im sichtbaren Spektrum. Wenn eine Anwendung jedoch Licht am unteren Ende des sichtbaren Spektrums oder sogar ultraviolettes Licht (UV-Licht) verwendet, können 100 Å zu einem inakzeptablen Streulichtanteil führen. Die Rauheit bei hochpräzisen, diamantgedrehten Komponenten kann auf bis zu 50 Å reduziert und durch Vernickelung einer Oberfläche weiter verbessert werden. Allgemein geht man davon aus, dass poliertes Glas eine Rauheit zwischen 20-50 Å besitzt.
Die Bilder 1 und 2 zeigen den Unterschied zwischen einer Oberfläche mit einer Rauheit von < 50 Å und einer Oberfläche mit einer Rauheit von < 100 Å. Wenn eine diamantgedrehte Oberfläche eine Rauheit von knapp 100 Å aufweist (Bild 2) wird die Profilmessung der Oberfläche von einem Hochfrequenzrauschen dominiert. Dies macht es fast unmöglich eine mittlere Raumfrequenz zu überwachen und kontrollieren, was in den anspruchvollsten Anwendungen vorgeschrieben ist. In Bild 1 ist die Oberflächenrauheit so niedrig, dass Sie damit beginnen können, die periodischen Mittenfrequenzmarkierungen durch den Drehprozess zu sehen.
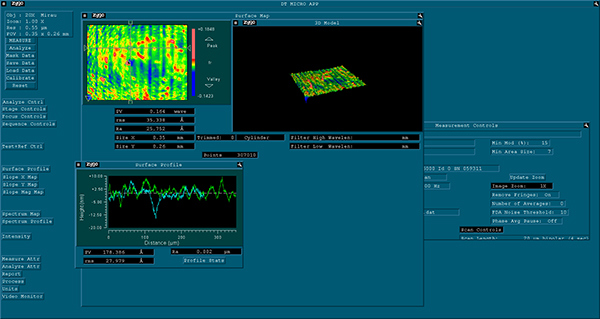
Bild 1: Oberflächenkartierung bei einer Rauheit < 50 Å RMS
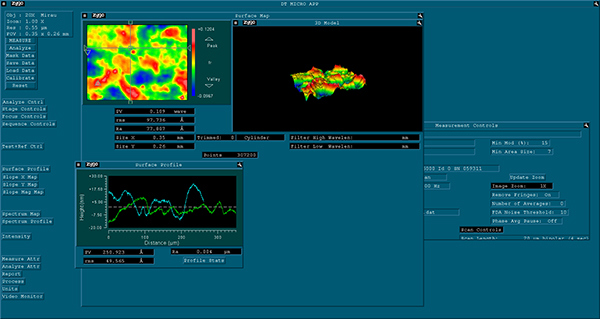
Bild 2: Oberflächenkartierung bei einer Rauheit < 100 Å RMS
Die Ingenieure von Edmund Optics wissen, wie sie die minimale Rauheit erreichen und Fehler beim Diamantdrehen vermeiden. Neben unserem Standardangebot diamantgedrehter Spiegel bieten wir kundenspezifische Lösungen, bspw. andere Größen und Formen sowie verschiedene Metallspiegelbeschichtungen an. Nehmen Sie noch heute mit uns Kontakt auf, wenn Sie mit einem Experten sprechen oder ein Angebot erhalten wollen.






weitere regionale Telefonnummern
ANGEBOTSTOOL
Geben Sie zum Starten die Produktnummer ein.
Copyright 2023 | Edmund Optics, Ltd Unit 1, Opus Avenue, Nether Poppleton, York, YO26 6BL, UK
DATENSCHUTZRICHTLINIE | COOKIE POLICY | AGB | AGB FÜR B2C | IMPRESSUM | BARRIEREFREIHEIT
Die Edmund Optics GmbH Deutschland fungiert als Handelsvermittler für die Edmund Optics BV in den Niederlanden.
Vertragspartner ist Edmund Optics BV in den Niederlanden.
This content may include material that has been generated or modified using artificial intelligence (AI).
The FUTURE Depends On Optics®