












Homogenität und Streuung durch Einschlüsse und Blasen
Dies sind die Abschnitte 8.5 und 8.6 des Leitfadens für Laseroptiken.
Homogenität
Die Homogenität eines optischen Substrats charakterisiert Änderungen des Brechungsindex, die zu einer Verformung der transmittierten Wellenfront und polarisierenden Übertragungseffekten führen.1 Es gilt folgende Definition:
Dabei ist $ \small{ \Delta s} $ die Wellenfrontabweichung, d ist die Substratdicke und $ \small{ \Delta n} $ ist die PV-Änderung des Brechungsindex. Ein hohes Maß an Homogenität bzw. eine geringe Änderung ist insbesondere für Anwendungen mit Hochleistungslasern von Bedeutung. Homogenitätsschwankungen entstehen durch die Schmelzprozesse bei der Materialherstellung. Ungenauigkeiten bei der Mischung und thermodynamische Unausgeglichenheiten führen zu Dichteschwankungen. Darüber hinaus können Deformationen durch Kühl- und Temperprozesse auftreten. Inhomogenitäten kommen in Form einer globalen Inhomogenität (Abweichung des Brechungsindex im ganzen Glasstück) oder in Form von Schlieren vor (ortsbegrenzte Abweichungen der Homogenität in einem Glas mit einer Länge von 0,1 mm bis 2 mm). Tabelle 1 enthält eine Übersicht über die maximalen Brechungsindexabweichungen der gebräuchlichen Homogenitätsklassen.
| SCHOTT-Homogenitätsklasse | Homogenitätsklasse gemäß ISO 10110 Teil 4 | Corning-Homogenitätsklasse | Max. Abweichung des Brechungsindex gemäß ISO 10110 Teil 4 |
| S0 | 0 | - | ±50 × 10-6 |
| S1 | 1 | - | ±20 × 10-6 |
| H1 | 1 | - | ±20 × 10-6 |
| H2 | 2 | F | ±5 × 10-6 |
| H3 | 3 | C | ±2 × 10-6 |
| H4 | 4 | A | ±1 × 10-6 |
| H5 | 5 | AA | ±0.5 × 10-6 |
Tabelle 1: Homogenitätsklassen und die jeweiligen Abweichungswerte des Brechungsindex.2
GRIN-Linsen (Graded-Index) sind lediglich ein Beispiel für Linsen, die absichtlich nicht homogen sind sowie ein nicht zufälliges und deterministisches Brechungsindexprofil aufweisen, um Lichtstrahlen nichtlinear abzulenken (Abbildung 1).
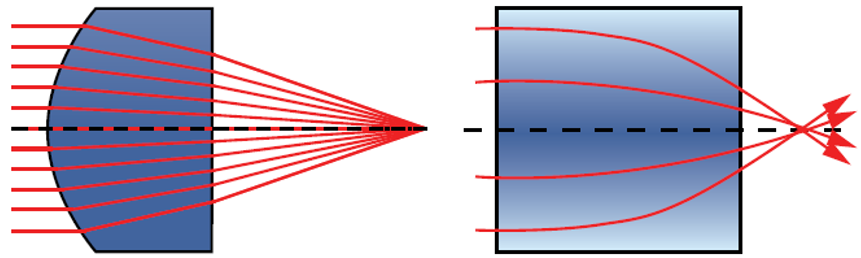
Abbildung 1: Vergleich einer homogenen Linse und einer GRIN-Linse, die Licht auf einen Punkt fokussieren.
Durch Nichthomogeneitäten kommt es zu Streuungen, sodass die qualitative Systemleistung sinkt und bei Hochleistungslasern laserinduzierte Schäden entstehen können. Zur Vermeidung von Schäden und für die effiziente Energienutzung müssen durchlässige Laseroptiken extrem homogen sein, damit die transmittierte Wellenfront nicht verformt wird und keine polarisierenden Übertragungseffekte auftreten.
Streuung durch Einschlüsse und Blasen
Bei Einschlüssen handelt es sich um Fremdkörper, die in einem optischen Glas vorhanden sind und beispielsweise durch Verunreinigung beim Schmelzen, unvollständige Schmelzung von Substratchargen sowie Wandmaterialien mit geringer Löslichkeit entstehen können. Außerdem können durch Reaktionen beim Glasschmelzen Blasen entstehen. Die Blasen werden im Veredelungsschritt beim Glasschmelzen nahezu vollständig beseitigt, allerdings können durch Imperfektionen bei der Veredelung einige Blasenreste übrig bleiben. Komplexe Fertigungsprozesse gewährleisten, dass optische Gläser nahezu frei von Einschlüssen und Blasen sind. Diese sind aber nicht vollständig vermeidbar. In Laseroptiken verringern Einschlüsse die laserinduzierte Zerstörschwelle (LIDT), weil das Licht von den Einschlüssen gestreut wird. Die Größe dieses Effekts hängt von der Anzahl, Beschaffenheit und Größe der Einschlüsse im Glas ab.
Die Konzentration der Einschlüsse und Blasen in einem Glas wird durch den Gesamtquerschnitt in mm2 in einem Volumen von 100 cm3 des Materials bestimmt und als Summe der erkannten Querschnitte von Blasen und Einschlüssen berechnet. Für jeden Querschnitt wird ein maximal zulässiger Durchmesser und die maximal zulässige Anzahl von Blasen in einem Volumen von 100 cm3 definiert. Einschlüsse werden als Blasen mit entsprechender Größe behandelt. Die drei Blasenklassen sind: Standard, VB (verschärfte Blasenauswahl) und EVB (extra verschärfte Blasenauswahl):
| Standard | VB | EVB | |
|
Max. Querschnitt in mm2 pro 100 cm3 Glasvolumen |
0,03 |
0,02 |
0,006 |
|
Maximale Menge pro 100 cm3 |
10 |
4 |
2 |
|
Standard |
VB |
EVB |
|
| Volumen (cm3) | Max. zulässiger Durchmesser einer einzelnen Blase (mm) | ||
| 800 | 0,55 | 0,45 | 0,25 |
| 500 | 0,44 | 0,36 | 0,20 |
| 300 | 0,34 | 0,28 | 0,15 |
| 200 | 0,28 | 0,23 | 0,12 |
| 100 | 0,20 | 0,16 | 0,09 |
| 50 | 0,14 | 0,11 | 0,06 |
Tabelle 2: Klassen für Blasen und Einschlüsse in optischen Medien3
| Corning-Einschlussklasse | Max. Querschnitt in mm2 pro 100 cm3 Glasvolumen | Max. Einschussgröße in mm |
| 0 | ≤0,03 | 0,10 |
| 1 | ≤0,10 | 0,28 |
| 2 | ≤0,25 | 0,50 |
Tabelle 3: CORNING-Klassen für Einschlüsse in optischen Medien
Referenzen
- F. Reitmayer and E. Schuster, "Homogeneity of Optical Glasses," Appl. Opt. 11, 1107-1111 (1972)
- “TIE-26: Homogeneity of Optical Glass.” Schott, February 2016.
- “TIE-28: Bubbles and Inclusions in Optical Glass.” Schott, May 2016.
More Resources
- Understanding and Specifying LIDT of Laser Components
- Laser Damage Threshold Testing
- Laser Damage Threshold Calculator
- Absorption
- Optical Glass
- Thermal Properties of Optical Substrates
- Subsurface Damage
- Dispersion
- Common Laser Optics Materials
- Laser Optics Lab Video Series

weitere regionale Telefonnummern
ANGEBOTSTOOL
Geben Sie zum Starten die Produktnummer ein.
Copyright 2023 | Edmund Optics, Ltd Unit 1, Opus Avenue, Nether Poppleton, York, YO26 6BL, UK
DATENSCHUTZRICHTLINIE | COOKIE POLICY | AGB | AGB FÜR B2C | IMPRESSUM | BARRIEREFREIHEIT
Die Edmund Optics GmbH Deutschland fungiert als Handelsvermittler für die Edmund Optics BV in den Niederlanden.
Vertragspartner ist Edmund Optics BV in den Niederlanden.
This content may include material that has been generated or modified using artificial intelligence (AI).
The FUTURE Depends On Optics®