












Superpolierte Optiken
Dies sind die Abschnitte 10.1, 10.2 und 10.3 des Leitfadens für Laseroptiken.
Die kontinuierliche und stetige Entwicklung hin zu höheren Durchsätzen und geringeren Verlusten in Lasersystemen erfordert optische Komponenten mit minimaler Streuung, vor allem in Anwendungen mit kurzen Wellenlängen oder bei Lasern mit hoher Leistung. Optiken, die dies durch besonders geringe Oberflächenrauheit erreichen, werden häufig als „superpoliert“ bezeichnet. Es existiert allerdings kein Industriestandard, der die Rauheit einer Optik als „superpoliert“ klassifiziert. Edmund Optics® hat für die Politur einer optischen Oberfläche einen Prozess etabliert, der eine Oberflächenrauheit mit quadratischem Mittelwert (RMS) von weniger als einem Angström (10-10 m) und somit Streuung im Parts-per-Million-Bereich erzielt. Diese Sub-Angström-Oberflächen mit geringem Verlust sind ideal für präzise Laseranwendungen wie Cavity-Ring-Down-Systeme und Laserkreisel.
Die superpolierten Oberflächen werden mit verlustarmen Beschichtungstechnologien wie dem Ionenstrahlsputtern (IBS) beschichtet. Wenn die Beschichtung fachkundig aufgetragen wird, ist ihre spektrale Leistung oft durch die Rauheit der Substrate begrenzt.
Messung der Oberflächenrauheit im Sub-Angström-Bereich
Jede Messtechnik hat ihren eigenen messbaren Ortsfrequenzbereich. Abbildung 1 dzeigt die Überlappung der Frequenzbereiche von drei verschiedenen Technologien, die für die Messung von Oberflächenfehlern eingesetzt werden: konventionelle Interferometrie, Weißlichtinterferometrie (WLI) und Rasterkraftmikroskopie (RKM).
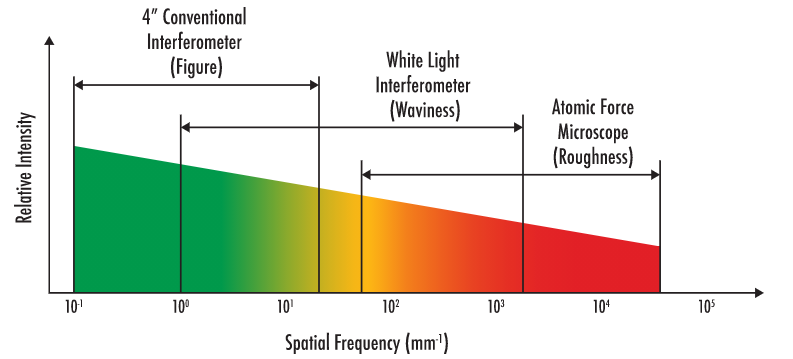
Abbildung 1: Messbare Ortsfrequenzbereiche von verschiedenen Messtechniken, die Überlappungen zeigen.1
Verschiedene Ortsfrequenzbereiche entsprechen verschiedenen Typen von Oberflächendefekten. Sie haben keine klar definierten Frequenzgrenzen, sondern sind eher als bestimmte Regionen zu verstehen. Ein konventionelles Interferometer mit HeNe-Laser kann gut für die Messung des Formfehlers eingesetzt werden, ein Fehler geringer Ortsfrequenz der im Zusammenhang mit den Zernike-Polynomen steht. Der Ortsfrequenzbereich von konventionellen Interferometern überlappt leicht mit dem mittleren Ortsfrequenzbereich von der WLI, WLI ist aber dennoch besser für die Messung von feineren Oberflächenfehlern wie der Welligkeit geeignet. Welligkeit erzeugt eine Leistungsverschlechterung durch Streuung. Sowohl WLI als auch RKM können Rauheit oder Fehler höherer Ortsfrequenzen messen, das optimale Messgerät wird je nach Anwendungsanforderungen ausgewählt. Anwendungen im sichtbaren oder infraroten Spektrum werden generell bei Frequenzen unter 2000 Zyklen/mm vermessen. In diesem Fall ist WLI die ideale Messmethode. RKM ist optimal für eine genauere Betrachtung der Optikoberfläche und für UV-Anwendungen notwendig, bei denen höhere Ortsfrequenzen gemessen werden müssen.
Ein erhöhter Ortsfrequenzbereich hat typischerweise den Nachteil eines geringeren Bildfeldes. RKM kann direkt Oberflächen im Sub-Angström-Bereich vermessen, aufgrund des kleinen Bildfelds und der hohen Empfindlichkeit sollte aber ein Einsatz im Labor einer Produktionsumgebung vorgezogen werden. Datenabgleiche zwischen WLI und RKM in Kombination mit Maßnahmen, die eine hohe Leistungsfähigkeit der WLI sicherstellen, haben es Edmund Optics® ermöglicht zu belegen, dass die WLI ein effektives Werkzeug in der Produktion für die Messung der RMS-Oberflächenrauheit im Sub-Angström-Bereich sein kann.2
Fertigung superpolierter Optiken
Konventionelle Optikpolitur ist ein abtragender und iterativer Prozess, bei dem nach und nach feiner werdende Körnungen von Poliermitteln eingesetzt werden, um Schäden an der Optikoberfläche von früheren Schleif- und Politurschritten zu beseitigen. Aber unabhängig von der Feinheit des eingesetzten Poliermittels wird es bei der Politur immer oberflächennahe Schäden geben. Schäden auf und unterhalb der Oberfläche erhöhen die Oberflächenrauheit, Energieabsorption und Streuung und führen zu einer erhöhten Wärme sowie einer geringeren Systemeffizienz. Optische Streuung ist proportionale zum Quadrat der Oberflächenrauheit.
Der Superpolitur-Prozess von Edmund Optics vermeidet oberflächennahe Schäden, indem statt des mechanischen Politurprozesses mit Poliermittel eine chemische Reaktion zwischen Glas, Poliermittel und Polierscheibe eingesetzt wird. Mechanische Kraft wird nur beim Entfernen der Partikel von der Oberfläche aufgewendet, die Reaktion findet dann in der Beilby-Schicht statt. Quarzglas ist wasserunlöslich, aber während der Politur bildet sich eine durch die Diffusion von Hydroxyl-Ionen veränderte Quarzschicht, die Beilby-Schicht. Einmal entstanden, schützt sie die Optik vor weiteren Schäden.3
Für die Erzeugung von superpolierten Optiken mit Sub-Angström-Rauheit wird eine Tauchpolitur eingesetzt. Eine hydratisierte Scheibe mit Poliermittel wird auf der gleichen Temperatur wie das Substrat gehalten, Temperatur und pH-Wert werden genauestens kontrolliert. Dies vereinfacht eine chemische Reaktion, während die Oberflächenspannung eine Schutzbarriere gegen Verunreinigungen bildet.4
Superpolierte Optiken von Edmund Optics
Edmund Optics hat gezeigt, dass bei planen oder sphärischen Optiken aus Quarzglas wiederholt auf Sub-Angström genaue superpolierte Oberflächen erzeugt werden können. Der Politurprozess hinterließ auf der Optik keine erkennbaren oberflächennahen Schäden (Tabellen 1 und 2).
| Optik aus Quarzglas vor Superpolitur | |||
| P-V (Å) | RMS (Å) | Ra (Å) | |
| Durchschnitt | 183,42 | 7,42 | 5,70 |
| Bereich | 2089,92 | 18,24 | 11,19 |
| Standardabweichung | 186,88 | 2,91 | 1,82 |
Tabelle 1: Substrateigenschaften vor Superpolitur durch Tauchpolitur.
| Optik aus Quarzglas nach Superpolitur | |||
| P-V (Å) | RMS (Å) | Ra (Å) | |
| Durchschnitt | 7.86 | 0.45 | 0.33 |
| Bereich | 1.13 | 0.03 | 0.10 |
| Standardabweichung | 0.98 | 0.02 | 0.02 |
Tabelle 2: Die 2-stündige Tauchpolitur reduziert die RMS-Oberflächenrauheit von >7Å to <0.5 Å. Weitere Details können in unseren SPIE-Konferenzpublikationen nachgelesen werden.2,4
Referenzen
- Leslie L. Deck, Chris Evans, "High performance Fizeau and scanning whitelight interferometers for mid-spatial frequency optical testing of free-form optics," Proc. SPIE 5921, Advances in Metrology for X-Ray and EUV Optics, 59210A (31 August 2005); doi: 10.1117/12.616874
- Shawn Iles, Jayson Nelson, "Sub-angstrom surface roughness metrology with the white light interferometer," Proc. SPIE 11175, Optifab 2019, 1117519 (15 November 2019); https://doi.org/10.1117/12.2536683
- Finch, G. Ingle. “The Beilby Layer on Non-Metals.” Nature, vol. 138, no. 3502, 1936, pp. 1010–1010., doi:10.1038/1381010a0.
- Jayson Nelson, Shawn Iles, "Creating sub angstrom surfaces on planar and spherical substrates," Proc. SPIE 11175, Optifab 2019, 1117505 (15 November 2019); https://doi.org/10.1117/12.2536689
- Peter D. Groot, “The Meaning and Measure of Vertical Resolution in Optical Surface Topography Measurement.” Applied Sciences, 7(1), 54 (5 January 2017) doi:10.3390/app7010054
More Resources
- Ultra-Low Surface Roughness Polishing and Metrology Webinar Recording
- Trending in Optics: Superpolished Optics
- Metrology for Laser Optics
- Subsurface Damage
- Laser Optics Lab Video Series
- Metrology at Edmund Optics: Measuring as a Key Component of Manufacturing


weitere regionale Telefonnummern
ANGEBOTSTOOL
Geben Sie zum Starten die Produktnummer ein.
Copyright 2023 | Edmund Optics, Ltd Unit 1, Opus Avenue, Nether Poppleton, York, YO26 6BL, UK
DATENSCHUTZRICHTLINIE | COOKIE POLICY | AGB | AGB FÜR B2C | IMPRESSUM | BARRIEREFREIHEIT
Die Edmund Optics GmbH Deutschland fungiert als Handelsvermittler für die Edmund Optics BV in den Niederlanden.
Vertragspartner ist Edmund Optics BV in den Niederlanden.
This content may include material that has been generated or modified using artificial intelligence (AI).
The FUTURE Depends On Optics®